 Engleski
Engleski 中文简体
中文简体Stroj za duboki tisak za materijale za završnu obradu ploča na bazi drva: potpuni tehnički vodič i vodič za kupnju
Što je stroj za duboki tisak za materijale za završnu obradu ploča na bazi drva?
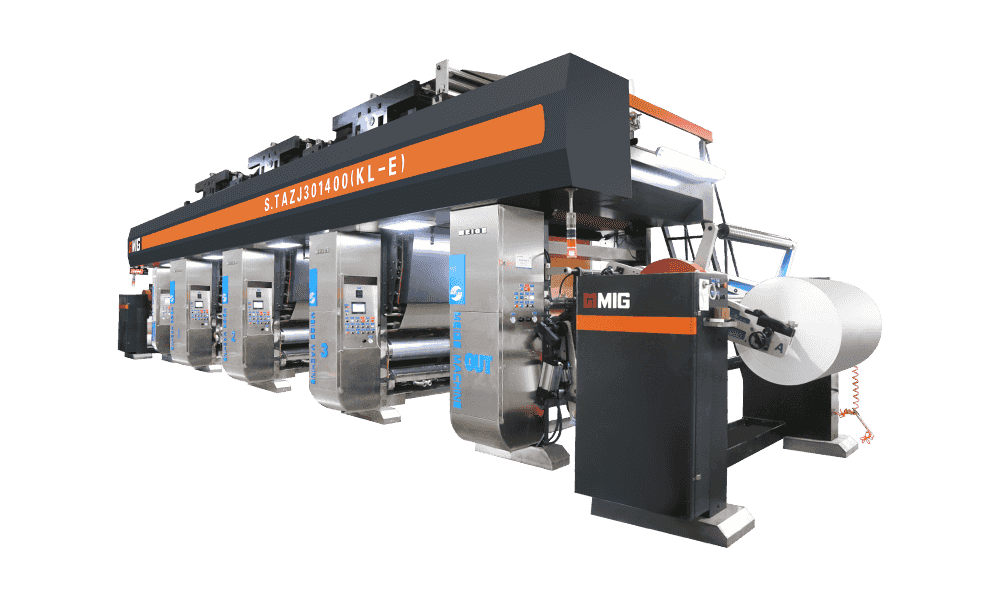
Stroj za duboki tisak za materijale za završnu obradu ploča na bazi drva specijalizirana je industrijska preša dizajnirana za prijenos ukrasnih uzoraka visoke razlučivosti — zrna drva, teksture kamena, apstraktne geometrije, pune boje — na podloge od papira, filma ili folije koje se naknadno koriste za površinsku obradu ploča kao što su MDF, iverica, šperploča i HPL (visokotlačni laminat). Za razliku od dubokog ispisa u sektorima pakiranja ili publikacija, ova je oprema projektirana posebno za zahtjeve industrije namještaja, podova i unutarnjeg uređenja, gdje su preciznost registracije, dubina boje i dosljednost dužine ponavljanja izravno povezani s vizualnom kvalitetom gotovih ploča na razini potrošača.
Podloge obrađene na ovim strojevima — obično dekorativni osnovni papir, impregnirani papir, PVC folija, PET folija i papir za odvajanje presvučen melaminom — postaju vizualni površinski sloj laminatnih podnih dasaka, ploča za namještaj, panela kuhinjskih ormarića, zidnih obloga i obloga vrata. Cilindar za gravuru gravira dizajn na dubini od nekoliko mikrona i prenosi tintu s iznimnom postojanošću preko širina papira koje obično dosežu 1600 do 2200 mm i radnim brzinama koje mogu premašiti 200 metara u minuti na modernim strojevima. Ova kombinacija razmjera, brzine i razlučivosti čini gravuru dominantnom tehnologijom ispisa za proizvodnju materijala za završnu obradu ukrasnih ploča diljem svijeta.
Kako funkcionira proces dubokog tiska za ukrasne panel papire
Razumijevanje mehanike procesa dubokog ispisa pomaže objasniti zašto je on tako prikladan za proizvodnju materijala za završnu obradu ploča na bazi drva — i zašto su zahtjevi kvalitete koji se postavljaju pred stroj tako strogi.
Gravurski cilindar i struktura ćelije
Jezgra svake gravurske preše je gravirani cilindar. U dekorativnom ispisu na papiru, cilindri se obično izrađuju od čelične jezgre s bakrenim površinskim slojem koji je ugraviran - bilo elektromehaničkim iglom ili laserom - kako bi se stvorili milijuni mikroskopskih stanica. Svaka ćelija sadrži točnu količinu tinte, koja je određena dubinom i površinom ćelije. Pliće, manje ćelije prenose manje tinte i proizvode svjetlije tonove; dublje, veće ćelije prenose više tinte i proizvode gušće boje. Za uzorke drvenog zrna, koji zahtijevaju izuzetno suptilne prijelaze tonova da bi izgledali realistično, geometrija ćelija mora biti ugravirana s tolerancijama mjerenim u jednoznamenkastim mikronima. Nakon graviranja, bakrena površina je kromirana do tvrdoće koja joj omogućuje da izdrži abraziju oštrice na milijunima metara podloge bez mjerljivog trošenja.
Prijenos tinte, Doctor Blade i Valjak za otiske
Tijekom rada, cilindar za gravuru se okreće djelomično uronjen u korito za tintu, preplavljujući sve ugravirane ćelije tintom. Oštrica od kaljenog čelika ili kompozita — koja se drži pod preciznim kutom i kontaktnim pritiskom — zatim čisti površinu cilindra, ostavljajući tintu samo unutar ugraviranih ćelija. Dok tkanina supstrata prolazi kroz točku stiskanja između cilindra za gravuru i gumom prekrivenog valjka za otiskivanje, valjak za otiskivanje čvrsto pritišće podlogu u kontakt s površinom cilindra, dopuštajući kapilarnom djelovanju i pritisku da izvuku tintu iz ćelija i prenesu je na podlogu. Pritisak valjka za otiskivanje, durometar (tvrdoća gume) i stanje površine kritične su varijable koje izravno utječu na jednolikost prijenosa boje preko cijele širine papira.
Ispis u više boja i kontrola registra
Realistični dizajni s teksturom drva i kamena obično zahtijevaju između četiri i osam stanica u boji, od kojih svaka ispisuje drugačiji sloj tinte koji odvajanjem boja gradi konačni dizajn. Mreža prolazi kroz svaku stanicu za ispis u slijedu, a registracija između stanica - koliko se precizno svaki sloj boje usklađuje s prethodnim - mora se održavati unutar ±0,1 mm ili čvršće kako bi se izbjegle aureole boja ili zamućivanje zbog kojih bi uzorak izgledao nerealno. Moderni strojevi za duboki tisak za ukrasni papir koriste zatvorene sustave kontrole registra koji kontinuirano nadziru ispisane oznake senzorima kamere i u stvarnom vremenu vrše mikroprilagodbe napetosti trake i faze cilindra kako bi se kompenziralo istezanje i toplinsko širenje podloge.
Ključne komponente stroja i njihove funkcije
Stroj za duboki tisak za papir za završnu obradu ploča na bazi drva složen je sustav međusobno ovisnih podsustava. Performanse kompletnog stroja su onoliko dobre koliko je dobra najslabija komponenta u lancu. Ovdje je pregled glavnih funkcionalnih sustava i onoga što svaki doprinosi kvaliteti ispisa i učinkovitosti proizvodnje:
| komponenta | Funkcija | Kritični parametar izvedbe |
| Odmotavanje / spajanje | Uvlači tkaninu supstrata iz role; omogućuje neprekidnu promjenu rola | Kvaliteta spajanja, postojanost napetosti pri odmotavanju |
| Sustav dovodne napetosti | Uspostavlja i održava stabilnu napetost mreže koja ulazi u stanice za ispis | Ujednačenost napetosti, brzina odziva plesača |
| Stanica za ispis (po boji) | Prenosi jedan sloj tinte preko cilindra za gravuru, oštrice i valjka za otiskivanje | Ujednačenost pritiska otiska, kontaktni kut oštrice, kontrola viskoznosti tinte |
| Jedinica za sušenje/sušenje | Isparava otapalo ili stvrdnjava UV tintu između i nakon stanica za ispis | Konzistentnost temperaturnog profila, ujednačenost protoka zraka, učinkovitost povrata otapala |
| Sustav kontrole registra | Prati i ispravlja poravnanje boje u boju u stvarnom vremenu | Rezolucija kamere, vrijeme odziva korekcije, tolerancija registra |
| Sustav cirkulacije tinte | Održava viskoznost tinte, temperaturu i opskrbu svake stanice za ispis | Stabilnost viskoznosti (±1 sekunda DIN4), kontrola temperature (±1°C) |
| Web sustav za vođenje | Održava bočni položaj weba unutar stanica za ispis | Preciznost bočne korekcije (±0,5 mm ili bolje) |
| Premotavanje / rezanje | Namata gotovu tiskanu tkaninu na izlazne role; može uključivati rezanje po širini | Konzistencija tvrdoće valjka, kvaliteta rubova prorezanih valjaka |
Vrste podloga za tiskanje na ukrasnim pločama za gravuru
Raspon supstrata koji se obrađuju na strojevima za duboki tisak za materijale za završnu obradu ploča na bazi drva je širi nego što mnogi izvan industrije mogu zamisliti. Svaka vrsta supstrata ima različite karakteristike koje utječu na postavljanje stroja, kemiju tinte, zahtjeve za sušenjem i upravljanje napetostima.
Ukrasni osnovni papir
Ukrasni osnovni papir — koji se naziva i ukrasni papir ili papir za preklapanje — najčešće je tiskana podloga u ovom sektoru. To je posebno proizvedeni papir visoke neprozirnosti, kontrolirane poroznosti i dimenzionalne stabilnosti, obično u rasponu gramature od 60 do 130 g/m². Nakon dubokog tiska, ovaj se papir impregnira melaminom ili urea-formaldehidnom smolom i preša na podloge od MDF-a ili iverice pod toplinom i pritiskom kako bi se stvorila gotova površina ploče. Papir mora prihvatiti tinte za gravuru na bazi otapala s visokom ujednačenošću upijanja kako bi se osigurala postojanost boja; varijacije u poroznosti papira po širini papira izravno se prevode u varijacije gustoće ispisa koje su vidljive na konačnoj laminiranoj ploči.
PVC dekorativna folija
PVC folija naširoko se koristi kao završni materijal za dijelove namještaja, panele vrata i aplikacije za omatanje profila. Duboki tisak na PVC foliju zahtijeva sustave tinte formulirane posebno za plastificirani PVC kako bi se spriječila migracija tinte tijekom vremena — fenomen u kojem plastifikatori u PVC-u migriraju u sloj tinte, uzrokujući promjenu boje i gubitak prianjanja tijekom vijeka trajanja proizvoda. Podloge od PVC folije također su osjetljivije na toplinu od papira, zahtijevaju pažljivo upravljanje temperaturama sušenja i brzinom papira kako bi se izbjeglo toplinsko izobličenje.
PET i OPP folije
Poliesterske (PET) i orijentirane polipropilenske (OPP) folije koriste se za završnu obradu s višim performansama gdje je potrebna veća otpornost na vlagu, abraziju i kemikalije u usporedbi s PVC-om ili papirom. Ovi filmovi imaju vrlo nisku površinsku energiju i zahtijevaju koronski tretman odmah ili prije ispisa kako bi se površinska energija podigla na razine dovoljne za prianjanje tinte. Duboki tisak na PET i OPP također zahtijeva preciznu kontrolu napetosti jer ovi filmovi imaju nisko rastezanje pri prekidu i skloni su lomljenju mreže ako skokovi napetosti premaše vlačnu čvrstoću filma.
Impregnirani papir i podloga za otpuštanje
Neke konfiguracije dubokog tiska u ovom sektoru ispisuju na prethodno impregnirani papir — papir koji je već djelomično zasićen smolom — ili na silikonske podstave za otpuštanje koje se koriste u postupcima laminacije kratkog ciklusa. Ovi supstrati predstavljaju dodatne izazove: impregnirani papiri imaju smanjenu apsorpciju tinte u usporedbi s osnovnim papirom zbog smole koja ispunjava pore vlakana, što zahtijeva prilagođene formulacije tinte s modificiranim profilima sušenja, dok podloge za otpuštanje zahtijevaju posebne strategije prianjanja tinte zbog niskoenergetske silikonske površine.
Sustavi tinte koji se koriste u dubokom tisku za papire za završnu obradu ploča
Kemija tinte korištena u a stroj za duboki tisak za završne materijale na bazi drva mora zadovoljiti zahtjeve koji nadilaze izgled boje. Tinta postaje trajna komponenta gotovog proizvoda ploče i mora izdržati daljnje uvjete obrade — impregnaciju smolom, cikluse prešanja na visokoj temperaturi za laminiranje, trošenje površine — bez promjene boje, krvarenja ili delaminacije.
Tinte za gravuru na bazi otapala
Tinte na bazi otapala ostaju dominantna kemija za duboki tisak na ukrasnom papiru. Kao nosivi medij koriste hlapljiva organska otapala — obično toluen, etil acetat ili mješavine alkohola — koja brzo isparavaju u pećnicama za sušenje između stanica za ispis. Tinte na bazi otapala nude velike brzine sušenja (omogućuju velike brzine tiska), odličan protok u ćelijama za gravuru (važno za reprodukciju finih detalja drvenog zrna) i snažno prianjanje na podloge papira i filma. Primarni nedostatak je potreba za sustavima za obnavljanje otapala - toplinskim oksidansima ili jedinicama za adsorpciju aktivnog ugljika - za hvatanje i neutraliziranje emisija HOS-a u skladu s propisima o zaštiti okoliša.
Tinte za gravuru na bazi vode
Tinte za gravuru na bazi vode koriste se u objektima sa strogim ograničenjima emisije otapala ili tamo gdje proizvodnja papirnatih podloga za aplikacije u blizini hrane zahtijeva obradu bez otapala. Tinte na bazi vode zahtijevaju veću potrošnju energije za sušenje nego tinte s otapalom jer voda ima mnogo veću toplinu isparavanja, što znači da pećnice za sušenje moraju raditi toplije i dulje kako bi se postiglo jednako sušenje pri određenoj brzini tiska. To obično rezultira 15-25% smanjenjem maksimalne brzine prešanja u usporedbi s ekvivalentnim operacijama na bazi otapala. Formulacija tinte za gravuru na bazi vode na ukrasnom papiru također zahtijeva pažljivo upravljanje pH i kontrolu pjene kako bi se spriječili ispisni nedostaci.
Zahtjevi kompatibilnosti smole
Kritičan i često zanemaren zahtjev za tinte koje se koriste u dubokom ispisu na ukrasnom papiru je kompatibilnost s impregnacijskim smolama koje se primjenjuju nizvodno. Kada je otisnuti ukrasni papir impregniran melaminskom smolom, smola mora prodrijeti kroz slojeve otisnute tinte bez prouzrokovanja curenja boje, otapanja tinte ili gubitka adhezije između tinte i vlakana papira. Proizvođači tinte formuliraju tinte za gravuru za ukrasni papir sa sustavima veziva kompatibilnim sa smolom koji ostaju netaknuti kroz proces impregnacije i prešanja. Prerađivači bi uvijek trebali testirati nove formulacije tinte u odnosu na specifične sustave smole koji se koriste u njihovoj daljnjoj liniji za impregnaciju prije nego što se obvežu na punu proizvodnju.

Mogućnosti konfiguracije stroja za različite proizvodne zahtjeve
Strojevi za duboki tisak za materijale za završnu obradu ploča na bazi drva dostupni su u nekoliko konfiguracijskih formata, od kojih je svaki optimiziran za različite proizvodne razmjere, vrste supstrata i razine složenosti dizajna. Odabir prave konfiguracije je odluka o kapitalnom ulaganju s dugoročnim implikacijama na fleksibilnost proizvodnje i ekonomičnost jedinice.
Redni tiskarski strojevi za više boja
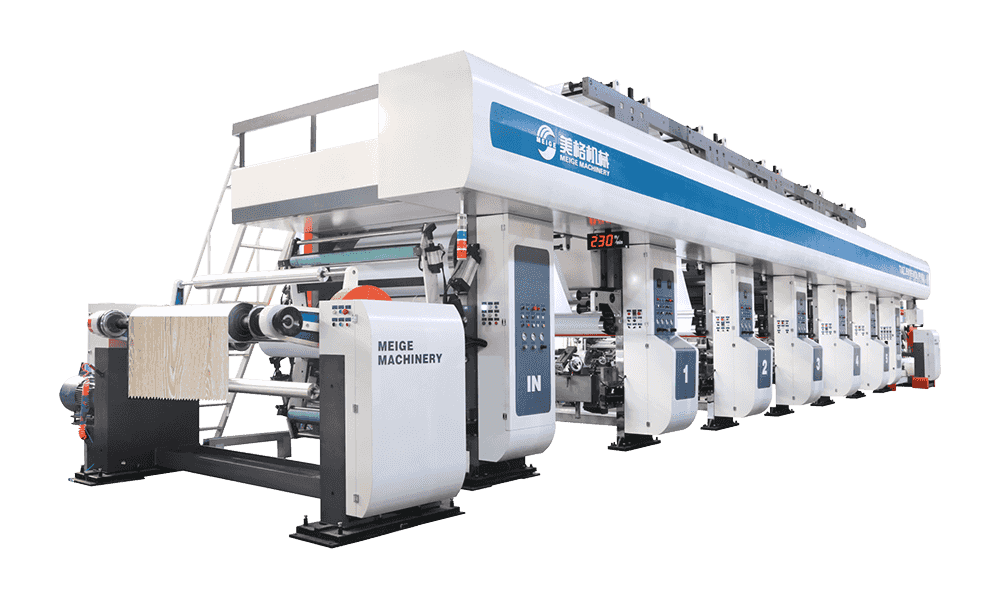
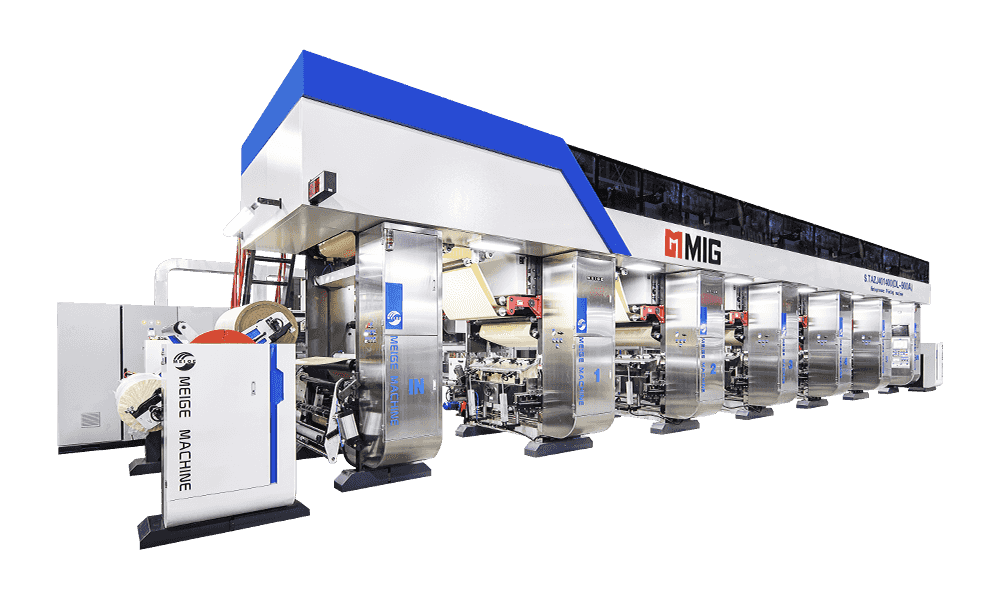
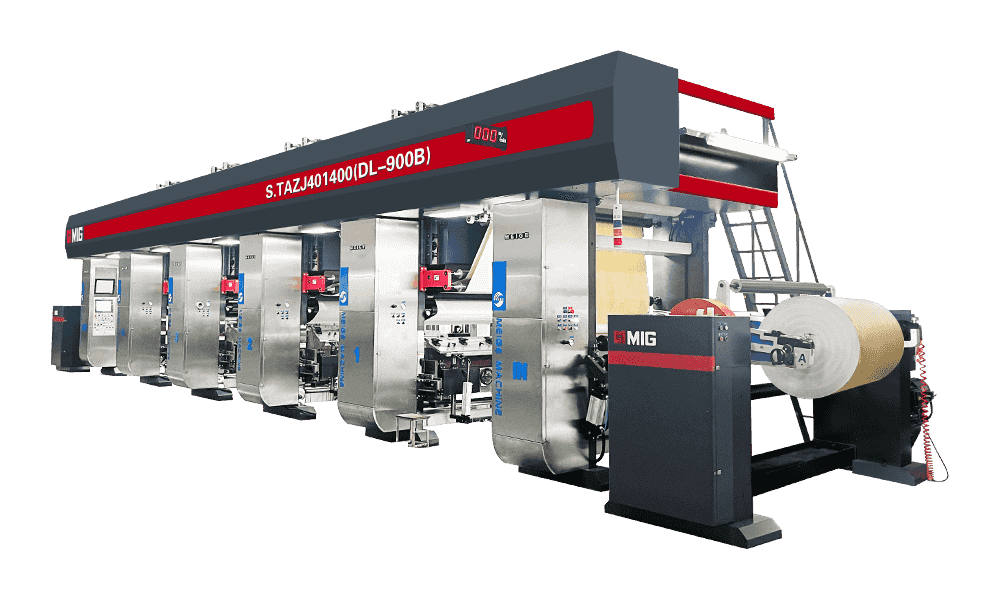
In-line konfiguracija smješta sve stanice za ispis u vodoravni niz, s webom koji putuje od odmotavanja preko svake stanice u boji do premotavanja unatrag jednim kontinuiranim putem. Ovo je najčešća konfiguracija za operacije ispisa velikih količina ukrasnog papira u četiri do osam boja. In-line preše nude najveće proizvodne brzine (do 250 m/min na modernim strojevima), najstrožu kontrolu registara i najbolju prikladnost za automatizirane sustave upravljanja bojama jer je web putanja linearna i predvidljiva. Kompromis je fizički otisak stroja — 8-bojni redni gravurski stroj za ukrasni papir može biti dugačak 40-60 metara, zahtijevajući značajan prostor u tiskari.
Preše za konfiguraciju tornja (skupa).
Preše za gravuru u konfiguraciji tornja slažu stanice za ispis okomito, smanjujući prostor na podu stroja dok zadržavaju sposobnost višebojnosti. Češće se viđaju u objektima gdje je prostor ograničen ili gdje proizvodni miks uključuje kraće serije višestrukih dizajna koji zahtijevaju česte izmjene cilindara. Vertikalni put mreže može uvesti dodatne izazove za kontrolu napetosti i upravljanje registrom u usporedbi s in-line konfiguracijama, ali moderni servo pogonski sustavi u velikoj su mjeri riješili te probleme na vrhunskim tornjastim prešama.
Kombinirane linije za gravuru i premazivanje
Mnogi proizvođači materijala za završnu obradu za drvene ploče ulažu u kombinirane linije koje integriraju stanice za duboki tisak s inline aplikatorima za nanošenje premaza — obično za nanošenje temeljnih premaza, zaštitnih premaza ili završnih lakova u istom prolazu papira kao i operacija ispisa. Ova konfiguracija eliminira potrebu za posebnim prolazom premaza, smanjujući rukovanje, vrijeme sušenja i rizik od površinske kontaminacije između koraka obrade. Kombinirane linije su osobito česte u proizvodnji materijala za završnu obradu ploča na bazi PVC i PET folije gdje je potrebno više slojeva funkcionalnog premaza uz dekorativni tisak.
Kritični parametri kvalitete u dubokom tisku dekorativnih ploča
Standardi kvalitete koji se primjenjuju na materijale za završnu obradu ploča za duboki tisak znatno su zahtjevniji od onih za mnoge druge primjene za duboki tisak, jer se konačni vizualni rezultat ocjenjuje pod intenzivnim nadzorom u obliku velike, ravne površine ploče osvijetljene oštrim svjetlom u izložbenom prostoru ili u kućnom okruženju. Sljedeći parametri kvalitete su najkritičniji za kontrolu:
- Gustoća i postojanost boje: Varijacije boje ΔE po širini trake i uzduž smjera stroja trebaju se održavati unutar ΔE ≤ 1,5 (CIE Lab) za vrhunske vrste ukrasnog papira. Varijacije iznad ovog praga postaju vidljive kao pruge u boji ili razlike u sjenčanju preko prednje strane ploče. Konzistentna viskoznost tinte i upravljanje temperaturom primarne su kontrole za ovaj parametar.
- Točnost registra: Za višebojne drvene uzorke i uzorke kamena, registar boja do boje mora se održavati unutar ±0,1 do ±0,2 mm tijekom cijele proizvodnje. Pomak registra izvan ovog raspona stvara vidljive oreole boja oko elemenata uzorka koji su odmah vidljivi na površini laminirane ploče.
- Konzistentnost duljine ponavljanja uzorka: Opseg cilindra za gravuru određuje duljinu ponavljanja dizajna — obično 630 mm do 1250 mm za ukrasne papirnate uzorke. Svaka varijacija u duljini ponavljanja (uzrokovana fluktuacijama napetosti ili zračnošću ležaja cilindra) stvara neusklađenosti na spojevima panela na panelu u primjenama podnih ili zidnih obloga, koje su vrlo vidljive na ugrađenom krajnjem proizvodu.
- Pruge i točkice koje nedostaju: Defekti raktora — fine kontinuirane linije koje teku u smjeru stroja — među najčešćim su nedostacima dubokog tiska i među njima je najteže za potpuno uklanjanje. Uzrokovane su česticama ili stvrdnutim dijelovima tinte zaglavljenim između ruba oštrice i površine cilindra. Pažljivo filtriranje tinte, odabir materijala oštrice (čelik naspram kompozita naspram plastike) i upravljanje tlakom punjenja oštrice su primarne kontrole.
- Potpuno sušenje tinte: Zaostalo otapalo u tiskanoj traci — uzrokovano nedovoljnim sušenjem između ili nakon stanica za ispis — dovodi do začepljenja (susjedni slojevi premotane role lijepe se zajedno), prijenosa boje na pozadinske role i lošeg prianjanja tinte nakon impregnacije nizvodno. Razine zaostalih otapala treba pratiti pomoću inline ili offline testiranja otapala tijekom proizvodnih ciklusa.
- Površinska kontaminacija i trzavica: Čestice prašine, vlakna papira i osušene čestice tinte koje padaju na podlogu između stanica za ispis stvaraju trzavice — male kružne nedostatke s nedostatkom središta ispisa okružene prstenom teških naslaga tinte. Standardi čiste sobe za okruženje tiska, učinkoviti sustavi za čišćenje papira i zatvorena korita za tintu smanjuju nedostatke povezane s kontaminacijom.
Priprema cilindra za gravuru i graviranje uzoraka drvenog zrna
Cilindar za duboki tisak je i najskuplji potrošni materijal u procesu dubokog tiska na ukrasnom papiru i jedina komponenta koja najizravnije određuje vizualnu kvalitetu konačnog proizvoda. Za proizvođače materijala za završnu obradu ploča na bazi drva, kvaliteta cilindra i upravljanje predstavljaju značajne stalne operativne troškove i konkurentsku razliku.
Digitalizacija dizajna i odvajanje boja
Izrada gravure cilindra za dizajn teksture drva ili kamena počinje digitalnim izvorom visoke rezolucije. Uzorci prirodnog drva ili kamenih površina skeniraju se u razlučivosti od 600 do 1200 dpi ili fotografiraju pod kontroliranim svjetlosnim uvjetima kako bi se uhvatio cijeli tonski raspon teksture. Ta se digitalna datoteka zatim obrađuje pomoću softvera za odvajanje boja koji dijeli dizajn na broj slojeva tinte planiranih za posao ispisa, dodjeljuje svaki sloj određenoj stanici u boji i generira podatkovne datoteke za graviranje — jednu po cilindru — koje će pokretati stroj za graviranje. Kvaliteta ovog rada odvajanja boja izravno određuje koliko će realističan konačni ispisani uzorak izgledati na površini ploče.
Elektromehaničko naspram laserskog graviranja
Za ukrasne cilindre za gravuru koriste se dvije tehnologije graviranja. Elektromehaničko graviranje koristi dijamantnu iglu koju pokreće servo motor za fizičko rezanje ćelija u površinu bakrenog cilindra frekvencijama do 8000 ćelija u sekundi - proizvodeći ćelije karakterističnog oblika dijamanta ili V-utora. Lasersko graviranje koristi fokusiranu lasersku zraku velike snage za uklanjanje materijala s površine cilindra, stvarajući ćelije strmijih stijenki i raznolikijih oblika koje mogu točnije reproducirati složene tonske gradijente. Laserski gravirani cilindri općenito se preferiraju za najzahtjevnije primjene ukrasnog papira — osobito za reprodukciju fine mikroteksture prirodnih struktura drva s porama — jer nude veću fleksibilnost geometrije ćelija i finiju rezoluciju tonova.
Kromiranje i upravljanje vijekom trajanja cilindra
Nakon graviranja, površina bakrenog cilindra je kromirana do Vickersove tvrdoće od 900-1000 HV, stvarajući površinu otpornu na habanje koja može izdržati kontinuiranu abraziju čelične oštrice na milijune metara podloge. Životni vijek cilindra prije ponovnog kromiranja obično je 5–15 milijuna metara ispisa, ovisno o vrsti oštrice, abrazivnosti tinte i brzini tiska. Na kraju životnog vijeka, cilindri se uklanjaju od kroma, bakrena površina se polira, a cilindar se ponovno elektroplastizira i ponovno gravira za sljedeći posao - čineći cilindre za duboku gravuru imovinom koja se amortizira i kojom se upravlja kroz desetke proizvodnih ciklusa tijekom njihovog radnog vijeka.
Automatizacija i integracija Industrije 4.0 u moderne preše za gravuru za ukrasni papir
Najnovija generacija strojeva za duboki tisak za materijale za završnu obradu ploča na bazi drva uključuje značajke napredne automatizacije i integracije podataka koje značajno poboljšavaju učinkovitost proizvodnje, dosljednost kvalitete i sljedivost u usporedbi sa strojevima od prije čak deset godina.
- Sustavi za automatsko upravljanje bojama (CMS): Inline spektrofotometri ili denzitometri kontinuirano mjere ispisane vrijednosti boja po širini papira i automatski prilagođavaju dovod tinte, viskoznost i tlak otiska kako bi održali ciljnu boju unutar specifikacije bez intervencije operatera. Moderni CMS sustavi mogu postići stabilnost boje unutar ΔE ≤ 0,5 na stabilnim proizvodnim serijama.
- Automatska kontrola viskoznosti: Mjerači viskoznosti na svakoj stanici za tintu kontinuirano nadziru viskoznost tinte i automatski dodaju otapalo ili koncentrat tinte za održavanje ciljane viskoznosti unutar ±0,5 sekundi (DIN4 šalica). Ovo eliminira ručne provjere viskoznosti — glavni izvor varijacija boja na manje automatiziranim strojevima.
- Automatsko podešavanje pritiska i kuta doktora: Sustavi oštrica sa servo upravljanjem omogućuju postavljanje i pohranjivanje pritiska oštrice i kontaktnog kuta kao parametara posla u sustavu upravljanja prešom, omogućujući ponovljivo podešavanje od posla do posla bez ručnog podešavanja noža. Neki napredni sustavi također prate istrošenost noževa i upozoravaju operatera kada je potrebna zamjena noževa.
- 100% inline otkrivanje grešaka: Sustavi kamera visoke razlučivosti koji rade pri brzini tiskanja skeniraju punu širinu papira u potrazi za greškama ispisa — mrljama, prugama, greškama u registru, točkicama koje nedostaju — i označavaju neispravne dijelove role pomoću sustava za automatsko označavanje kako bi se mogli isključiti tijekom daljnje obrade. Ovo eliminira potrebu za ručnim pregledom rola i osigurava da neispravan materijal ne ide na linije za impregnaciju i laminaciju.
- OEE nadzor i integracija MES-a: Suvremeni sustavi kontrole tiska bilježe sve proizvodne podatke — brzinu, napetost, temperaturu, vrijednosti boje, događaje kvarova, uzroke zastoja — u stvarnom vremenu na platforme sustava za izvršenje proizvodnje (MES), omogućujući analizu OEE (Overall Equipment Effectiveness), prediktivno planiranje održavanja i potpunu sljedivost proizvodnje od role supstrata do gotove role za ispis.
Vodeći proizvođači preša za gravuru za završne materijale za ukrasne ploče
Tržište strojeva za duboki tisak za materijale za završnu obradu ploča na bazi drva opslužuje relativno mali broj specijaliziranih proizvođača tiska, od kojih većina ima veliko iskustvo u tehnologiji dubokog tiska i specifičnim zahtjevima industrije ukrasnih ploča. Sljedeće tvrtke su među najpoznatijim dobavljačima u ovom sektoru:
- Bobst grupa (Švicarska): Bobstov odjel za gravuru nudi linijske preše velike brzine s naprednim sustavima automatizacije prikladnim za tisak na ukrasnom papiru i filmu. Njihov Expert RS 6003 i srodne platforme naširoko se koriste u proizvodnji dekorativnog papira velikih količina.
- Windmöller & Hölscher (Njemačka): W&H proizvodi preše za gravuru sa snažnim mogućnostima u fleksibilnom pakiranju i tehničkim podlogama, s konfiguracijama prilagodljivim primjenama dekorativnog filma i papira.
- Cerutti grupa (Italija): Cerutti ima dugu povijest u izdavaštvu i dekorativnom dubokom tisku, s platformama za tiskanje posebno dizajniranim za široku proizvodnju ukrasnog papira u industriji namještaja i podova.
- Tiskarski strojevi Shaanxi Beiren (Kina): Jedan od vodećih kineskih proizvođača opreme za duboki tisak za sektor ukrasnog papira, koji nudi i standardne i prilagođene strojne strojeve za široku web-stranicu namijenjene velikom domaćem kineskom tržištu ukrasnih ploča, kao i izvoznim kupcima.
- Grupa UTECO (Italija): UTECO proizvodi visokoučinkovite tiskarske strojeve s jakim sustavima za registraciju i upravljanje bojama, s instalacijama u postrojenjima za tisak na ukrasnom papiru diljem Europe, Azije i Amerike.
Ključna razmatranja pri ulaganju u prešu za gravuru za proizvodnju materijala za završnu obradu ploča
Kupnja stroja za duboki tisak za proizvodnju materijala za završnu obradu ploča na bazi drva jedno je od najvećih kapitalnih ulaganja koje će napraviti prerađivač ukrasnog papira ili filma. Sljedeći kriteriji ocjenjivanja trebali bi se sustavno rješavati prije nego što se posvetite određenom stroju i dobavljaču.
Zahtjevi za širinu i brzinu weba
Definirajte maksimalnu i minimalnu širinu podloge koju trebate obraditi, te raspon vrsta podloge (papir, PVC folija, PET folija) i gramature koje će se koristiti. Ovo određuje zahtjeve mehaničkog dizajna za valjak za otiskivanje, opterećenja ležaja cilindra, kapacitet sustava za sušenje i raspon kontrole napetosti trake. Stroj specificiran za jednu vrstu supstrata s jednom širinom i brzinom uvijek će nadmašiti općenitiji dizajn — ali stroj koji ne može primiti vaš cijeli asortiman proizvoda ograničit će budući rast.
Broj stanica za boje i složenost dizajna
Procijenite svoj trenutni i projektirani portfelj dizajna kako biste odredili maksimalni broj stanica u boji koje ćete realno trebati. Dodavanje ispisne stanice postojećem stroju moguće je na nekim platformama, ali je uvijek skuplje i tehnički izazovnije od navođenja točnog broja stanica u trenutku originalne kupnje. Većina operacija gravure s ukrasnim papirom otkriva da šest do osam stanica u boji osigurava odgovarajuću fleksibilnost za cijeli niz uzoraka drva, kamena i apstraktnih dizajna u tipičnom portfelju proizvoda.
Kompatibilnost sustava tinte i usklađenost s okolišem
Potvrdite da je sustav sušenja stroja — bilo da se radi o termičkom obnavljanju otapala, izravnoj oksidaciji ili UV stvrdnjavanju — kompatibilan s kemijskim sastavima tinte koje namjeravate koristiti i usklađen s trenutnim i očekivanim budućim propisima o emisiji VOC-a u vašoj radnoj nadležnosti. Usklađenost s okolišem, rekonstrukcije postojećih strojeva su skupe; navođenje ispravne tehnologije sušenja i kontrole emisije pri kupnji stroja znatno je ekonomičnije.
Postprodajna podrška i dostupnost rezervnih dijelova
Stroj za duboki tisak koji je u neplaniranom zastoju izuzetno je skupa imovina koja miruje. Procijenite pokrivenost servisne mreže svakog proizvođača u vašoj regiji, tipična vremena isporuke rezervnih dijelova za kritične komponente (valjke za otiske, držače oštrica, komponente sustava za sušenje, servo pogone) i dostupnost daljinske dijagnostike i mogućnosti podrške. Referentni posjeti postojećim kupcima proizvođača strojeva u vašem industrijskom sektoru najpouzdaniji su način za procjenu postprodajnih performansi u stvarnom svijetu prije nego što se obvežete na kupnju.
Završne misli o dubokom tisku za materijale za završnu obradu ploča na bazi drva
Stroj za duboki tisak ostaje konačna tehnologija za proizvodnju ukrasnog papira i filmskih podloga koje pločama na bazi drva daju njihov vizualni identitet — drvene zrnca, teksture kamena i ukrasne uzorke koje potrošači svakodnevno vide na svojim podovima, namještaju i unutarnjim prostorima. Niti jedna druga tehnologija ispisa trenutno ne kombinira razlučivost, brzinu, mogućnost širine papira i dosljednost polaganja tinte koju pruža gravura u proizvodnim razmjerima koje zahtijeva globalna industrija završne obrade ploča.
Kako se industrija razvija - s rastućom potražnjom za kraćim nakladama dizajna, bržim ciklusima dizajna do tržišta i održivijim sustavima tinte i supstrata - proizvođači dubokih tiska i pretvarači ukrasnog papira prilagođavaju se kroz automatizaciju, integraciju digitalnog tijeka rada i inovacije kemije tinte. Za proizvođače materijala za završnu obradu ploča na bazi drva koji procjenjuju svoju strategiju tehnologije ispisa, temeljito razumijevanje mogućnosti dubokog tiska, parametara kvalitete i razmatranja ulaganja bitna je osnova za donošenje odluka koje će oblikovati njihovu proizvodnu konkurentnost za sljedeće desetljeće i dalje.
Kategorije proizvoda
Preporučene vijesti
2026-06-09What You Need to Know Before Buying a Large-Scale Gravure Printing Machine

2026-06-03Objašnjenje stroja za premotavanje za pregled: kako radi i na što treba obratiti pozornost pri kupnji

2026-05-26Kako zapravo radi stroj za duboki tisak za završne materijale na bazi drva (i zašto je to važno)
Preporučeni proizvodi
Raznolikost modela, kako bi se zadovoljile razvojne potrebe raznih regija u svijetu.



Pošaljite nam poruku odmah!
Brze veze
Proizvodi
Kontaktirajte nas
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: No.32 Wujiatou, selo Qingke, ulica Jincheng, okrug Lin'an, grad Hangzhou, provincija Zhejiang
Copyright © Zhejiang Meige Machinery Co., Ltd. All rights reserved.
 Privatnost
Privatnost