 Engleski
Engleski 中文简体
中文简体Objašnjenje stroja za premotavanje za pregled: kako radi i na što treba obratiti pozornost pri kupnji
Što radi stroj za premotavanje inspekcije
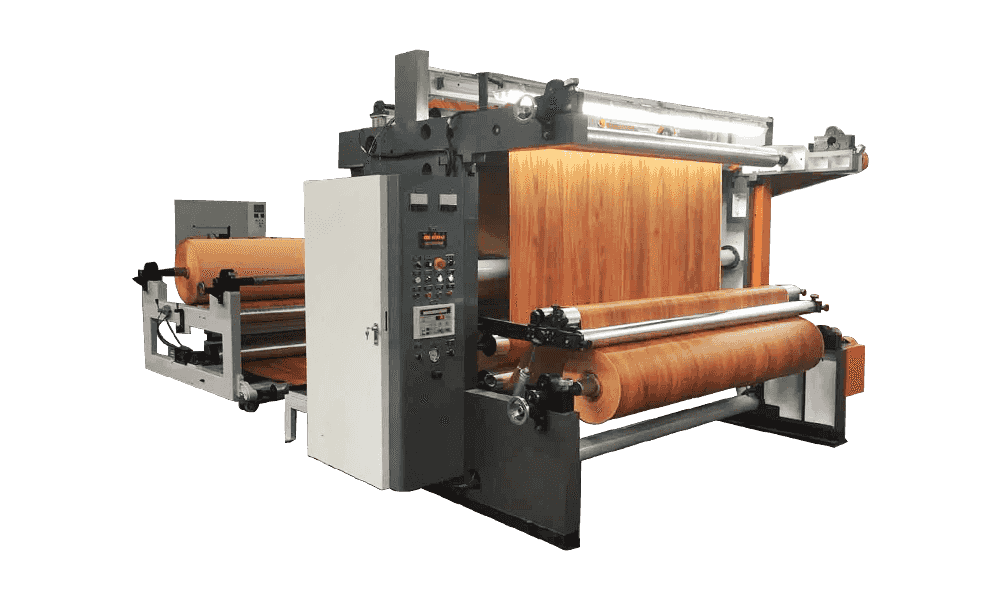
Stroj za premotavanje za inspekciju — koji se također naziva i premotavač za inspekciju ili stroj za inspekciju rola — odmotava rolu materijala kontroliranom brzinom, prolazi je kroz zonu inspekcije gdje se identificiraju nedostaci, a zatim je premotava u čistu, čvrsto namotanu gotovu rolu. Dvije su funkcije neodvojive: samo premotavanje proizvodi upotrebljivu rolu, ali pregled bez premotavanja ne ostavlja strukturirani rezultat. Njihovo kombiniranje u jednom prolazu čini kontrolni uređaj za premotavanje jednim od najučinkovitijih alata za kontrolu kvalitete dostupnih prerađivačima, tiskarima i proizvođačima web materijala.
Materijali koji se obrađuju na strojevima za inspekcijsko premotavanje obuhvaćaju širok raspon: fleksibilne folije za pakiranje (PET, BOPP, PE), ljepljive naljepnice, papir i karton, netkane tkanine, tehnički tekstil, folije i specijalne folije koje se koriste u elektronici, medicinskim uređajima i sigurnosnim aplikacijama. U svakom slučaju, temeljna svrha je ista — osigurati da nijedna rola koja napušta stanicu za inspekciju ne nosi neotkrivene nedostatke koji bi uzrokovali kvarove nizvodno u ispisu, laminiranju, punjenju ili proizvodnji za krajnju upotrebu.
Tržište uređaja za kontrolno premotavanje raslo je zajedno s pooštravanjem standarda kvalitete u pakiranju i tiskanju. Suvremeni premotači za inspekciju opremljeni računalnim vidom sposobni su detektirati submikronske nedostatke pri brzinama linija koje prelaze 1000 metara u minuti , s naprednim modelima koji postižu stope otkrivanja grešaka iznad 99,5%. Za aplikacije osjetljive na kvalitetu — farmaceutsko označavanje, medicinsko pakiranje, sigurnosni tisak — ova razina preciznosti nije izborna; to je regulatorni i komercijalni zahtjev.
Osnovne komponente stroja za inspekcijsko premotavanje
Razumijevanje ključnih komponenti stroja olakšava procjenu specifikacija, usporedbu modela i prepoznavanje značajki koje su najvažnije za određenu primjenu. Svaki uređaj za reviziju, bez obzira na veličinu ili cijenu, dijeli istu funkcionalnu arhitekturu.
Odmotajte kolodvor
Stanica za odmotavanje drži matičnu rolu — ulaznu rolu koju treba pregledati — i ubacuje materijal u stroj kontroliranom brzinom. Kvalitetne stanice za odmotavanje koriste igle za zračnu ekspanziju ili stezne glave koje hvataju jezgru iznutra, omogućujući brzu promjenu valjaka bez alata. Veličina igle mora odgovarati promjeru jezgre valjaka koji se obrađuju, tako da strojevi s izmjenjivim rukavcima igle nude veću fleksibilnost za operacije koje izvode više vrsta proizvoda. Odmotavanje također mora održavati dosljednu stražnju napetost jer se promjer role smanjuje tijekom odmotavanja; rola koja počinje od promjera 600 mm i namata se do prazne jezgre značajno će promijeniti inerciju odmotavanja, a loša kompenzacija napetosti u ovoj fazi izravno se prenosi na kvalitetu namotavanja na kraju namotavanja.
Sustav kontrole napetosti
Kontrola napetosti je mehanički najkritičniji aspekt inspekcijskog premotača. Materijal koji se kreće kroz stroj mora se održavati pod dosljednom, odgovarajućom napetosti kroz čitavu stazu - pretijesni i osjetljivi filmovi rastežu se, iskrivljuju ili trgaju; previše labav i mreža luta bočno, stvarajući oštećenje rubova i loše namotane role. Moderni inspekcijski premotači koriste zatvorene sustave za kontrolu napetosti s mjernim ćelijama koje mjere stvarnu napetost trake u stvarnom vremenu i vraćaju ispravke natrag u pogonske motore. Servo motorni pogoni vrhunski su izbor za materijale osjetljive na napetost, nudeći finu, osjetljivu kontrolu u širokim rasponima brzina. Valjak za povlačenje — pogonski valjak za stiskanje koji djeluje kao glavna pogonska točka na stazi mreže — izolira napetost odmotavanja od napetosti premotavanja, dopuštajući neovisno upravljanje dvjema zonama.
Zona inspekcije
Zona inspekcije je dio staze na kojoj se materijal raširi preko stola za inspekciju s pozadinskim ili prednjim osvjetljenjem, osvijetljen za maksimalnu vidljivost nedostataka, a pregledava ga ili operater, vizualni sustav temeljen na kameri ili oboje rade zajedno. Pozadinsko osvjetljenje učinkovito je za otkrivanje rupica, tankih mrlja i inkluzija u prozirnim materijalima. Konfiguracije reflektiranog svjetla otkrivaju površinske nedostatke - ogrebotine, pogreške ispisa, nepravilnosti premaza - u neprozirnim materijalima. Geometrija stola za inspekciju - njegov kut, ujednačenost osvjetljenja i udaljenost gledanja - izravno utječe na to koliko lako operater ili kamera mogu razlikovati stvarni nedostatak od varijacije teksture materijala.
Stanica za premotavanje
Stanica za premotavanje ponovno gradi pregledani materijal u gotovu rolu kontroliranom napetosti i brzinom. Kvaliteta premotavanja - profil tvrdoće role, poravnanje rubova i odsutnost nabora, teleskopiranja ili zadržavanja zraka - jednako je važna kao i sam pregled, jer loše namotana rola stvara probleme u sljedećoj fazi obrade čak i ako je materijal bez grešaka. Kontrola napetosti konusa, koja progresivno smanjuje napetost namotavanja kako se promjer role povećava, standardna je tehnika za proizvodnju role s dosljednom tvrdoćom od jezgre do vanjskog promjera. Kontaktno namotavanje (gdje rider valjak održava kontakt s površinom valjka tijekom namotavanja) koristi se za mekane ili osjetljive materijale koji ne mogu tolerirati unutarnje naprezanje namotavanja s razmakom pri brzini.
Sustav web vodiča
Sustavi mrežnog navođenja dosljedno prate materijal duž ispravnog bočnog položaja kroz stroj. Ultrazvučni rubni senzori ili linijski senzori detektiraju položaj tkanine u stvarnom vremenu i pokreću valjak za navođenje ili upravljački okvir kako bi ispravili zanošenje prije nego što dosegne zonu pregleda ili jezgru za premotavanje. Bez učinkovitog vođenja trake, čak i dobro napeta mreža će lutati bočno, proizvodeći role s neporavnatim rubovima (teleskopiranje) i isporučujući nedosljednu prezentaciju materijala sustavu inspekcije. Većina modernih motalica za inspekciju uključuje vodilice na krajevima za odmotavanje i za premotavanje, sa signalom za vođenje koji dolazi od senzora ruba ili senzora središnje linije, ovisno o vrsti materijala.
Označavanje kvarova i otkrivanje zastava
Kada sustav inspekcije — ručni ili automatizirani — identificira kvar, stroju je potreban način označavanja lokacije tako da se kvar može pronaći i riješiti nakon završetka premotavanja. Sustavi za označavanje nedostataka stavljaju malu ljepljivu pločicu, oznaku tinte ili pregib na rub mreže na mjestu oštećenja. Ove oznake nazivaju se zastavicama. Nakon premotavanja, operater locira svaku zastavicu i izrezuje neispravni dio ili uklanja rolu iz proizvodnog toka. Napredniji sustavi bilježe položaj svake greške kao zapis podataka vezan za brojač metara role, omogućujući ispis ili izvoz mapa grešaka za dokumentaciju o sljedivosti.
Inspekcijske tehnologije: ručni sustavi, sustavi kamera i sustavi pokretani umjetnom inteligencijom
Sposobnost pregleda stroja za premotavanje određena je sustavom pregleda koji je integriran u njega. Strojevi se kreću od jednostavnih stolova za pregled operatera do potpuno automatiziranih platformi za viziju vođenih umjetnom inteligencijom, a odgovarajuća razina ovisi o materijalu, vrstama nedostataka koji su važni, potrebnoj brzini protoka i regulatornom okruženju.
Ručna inspekcija operatera
Najosnovnija konfiguracija prosljeđuje web preko dobro osvijetljenog stola za inspekciju i oslanja se na operatera da vizualno identificira nedostatke i postavi oznake. Ručna inspekcija učinkovita je pri malim brzinama — obično do 30 do 60 metara u minuti — i za nedostatke koji su vidljivi istreniranom ljudskom oku (rupe, velike pogreške u ispisu, očiti nedostaci premaza). Njegova su ograničenja značajna: ljudski inspektori doživljavaju zamor očiju, promašuju nedostatke pri većim brzinama i uvode varijabilnost od operatera do operatera u ono što se klasificira kao odbacivanje. Istraživanje automatizirane inspekcije tekstila pokazalo je da ručna inspekcija pouzdano otkriva ne više od 60-70% prisutnih nedostataka, čak i pod dobrim uvjetima. Za aplikacije visoke vrijednosti ili sigurnosno kritične ova stopa detekcije je komercijalno neprihvatljiva.
Sustavi za pregled vida temeljeni na kameri
Inspekcijski sustavi koji se temelje na kameri postavljaju jednu ili više kamera za skeniranje linija ili područja iznad i/ili ispod mreže u zoni inspekcije i obrađuju slikovne podatke u stvarnom vremenu u odnosu na uvježbanu referentnu sliku. Kamere s linijskim skeniranjem standard su za kontinuirane web materijale jer izgrađuju potpunu sliku weba u prolazu red po red, brzinama koje daleko premašuju one koje kamere za skeniranje područja mogu snimiti. Kada sustav detektira područje piksela koje odstupa od očekivanog uzorka iznad postavljenog praga, označava lokaciju, bilježi vrstu i položaj kvara i može pokrenuti stroj da se zaustavi kako bi operater mogao označiti ili ukloniti neispravni dio. Vision sustave isporučuju specijalizirani dobavljači inspekcijskih kamera — AVT, BST, Nikka, Nyquist Systems i drugi — a integriraju se u platformu za premotavanje od strane proizvođača stroja ili kao naknadna nadogradnja. Većina farmaceutskih premotača za naljepnice, kao što su farmaceutske linije za pakiranje, omogućuju kupcu da odredi željenog dobavljača kamere radi usklađenosti i dosljednosti rezervnih dijelova.
Otkrivanje kvarova koje pokreće AI
Najnovija generacija vizualnih sustava za premotavanje pregleda koristi algoritme dubinskog učenja obučene na velikim bibliotekama slika grešaka za prepoznavanje i klasificiranje nedostataka s preciznošću koju sustavi vizualnog vida temeljeni na pravilima ne mogu usporediti. Modeli dubokog učenja uče razlikovati stvarne nedostatke od varijacija teksture prirodnog materijala — stalan problem s konvencionalnim sustavima temeljenim na pragovima koji proizvode visoke stope lažno pozitivnih rezultata i nepotrebna zaustavljanja stroja. Sustavi koji pokreću umjetna inteligencija neprestano poboljšavaju svoju točnost klasifikacije kako obrađuju više materijala i mogu istovremeno obraditi više kategorija nedostataka. Inspekcijski premotači s omogućenim IoT-om povezuju se s analitičkim platformama temeljenim na oblaku koje prikupljaju podatke o nedostacima na više strojeva i objekata, omogućujući proizvodnim inženjerima da identificiraju sustavne izvore defekata - određena matrica za nanošenje premaza, problem koji se ponavlja - iz podataka uzorka, a ne iz pojedinačnih zapisa rola.
| Vrsta inspekcije | Tipična brzina | Stopa otkrivanja | Najbolje za |
|---|---|---|---|
| Ručni operater | Do 60 m/min | 60-70% | Mala količina, osnovni QC, početne operacije |
| Kamera Vision sustav | Do 600 m/min | 95–99% | Naljepnice, folije, ambalaža — regulirane industrije |
| Vizija koju pokreće AI | 1.000 m/min | 99,5% | Farmacija, sigurnosni tisak, brza konverzija filmova |
Industrije i materijali u kojima se koriste inspekcijski premotači
Strojevi za pregled premotavanja pojavljuju se na različitim točkama proizvodnog lanca ovisno o industriji, ali dijele dosljednu ulogu: hvatanje nedostataka prije nego što materijal prijeđe u sljedeću, skuplju fazu obrade.
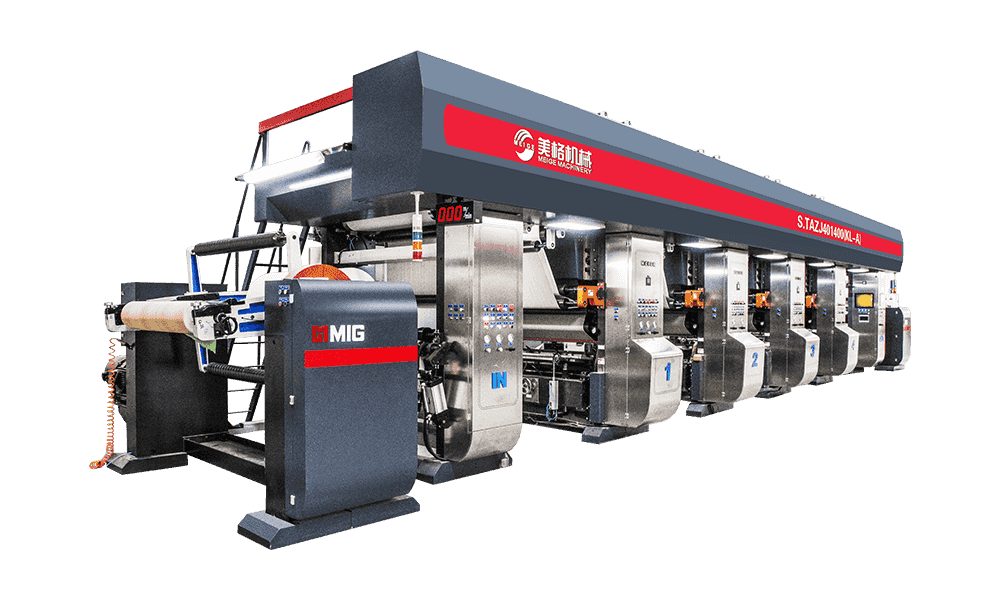
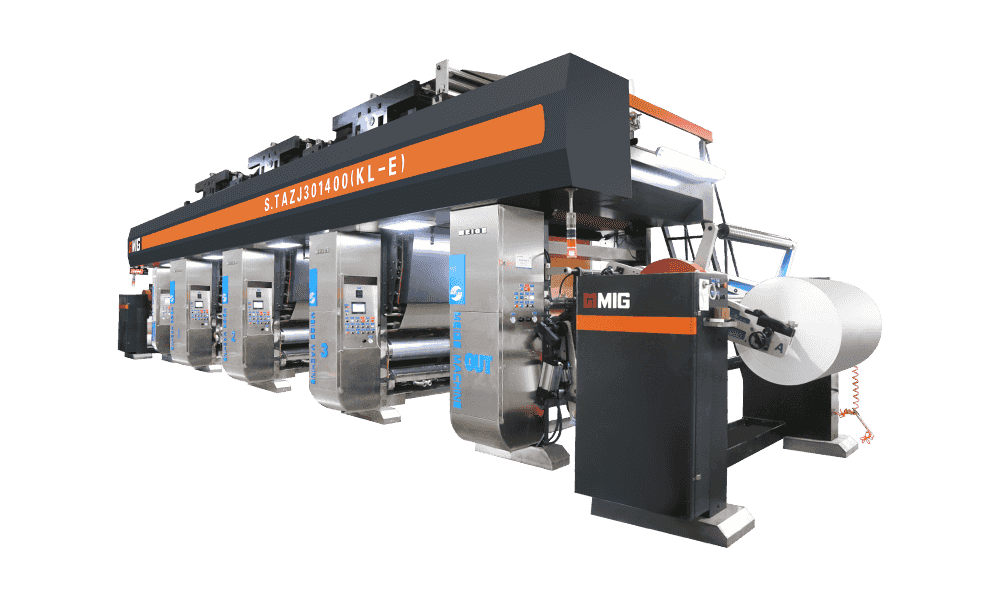
Ispis i pretvaranje naljepnica
Uređaji za premotavanje naljepnica među najspecijaliziranijim su konfiguracijama na tržištu. Nakon ispisa, naljepnice se ponovno namotavaju i pregledavaju radi grešaka u registraciji ispisa, odstupanja u boji, teksta koji nedostaje, nedostataka laka i poravnanja urezivanja. Provjera farmaceutskih naljepnica posebno je zahtjevna jer serijski kodovi, datumi isteka i podaci o dozama moraju biti 100% čitljivi i točni. Dvosmjerni premotači za inspekciju — strojevi koji se mogu premotati u oba smjera — omogućuju operaterima da naprave sigurnosnu kopiju weba i ponovno pregledaju označenu naljepnicu, potvrde kvar i točno ga postave na stol za popravak prije ponovnog pokretanja. Mogućnost postavljanja orijentacije premotavanja (naljepnica unutra ili naljepnica van) praktična je značajka koja određuje kako se gotova rola uvlači u stroj za etiketiranje nizvodno.
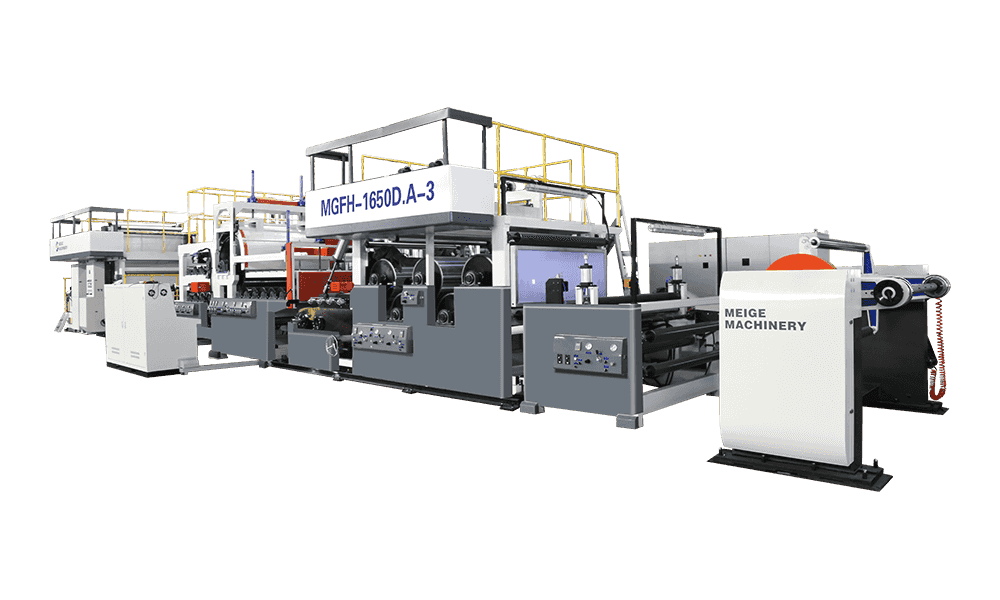
Fleksibilne folije za pakiranje
PET, BOPP i PE folije koje se koriste u savitljivoj ambalaži pregledavaju se nakon rezanja velikih rola u role gotove širine kupca. Inspekcijski uređaj za premotavanje u ovoj fazi provjerava ima li rupica, gelova, ribljih očiju, tragova premaza i nedostataka laminacije. Uređaji za premotavanje filma za inspekciju obično rade velikom brzinom — 200 do 600 metara u minuti — i zahtijevaju vrlo preciznu kontrolu napetosti jer su filmski materijali osjetljivi na varijacije napetosti i mogu lako razviti nabore ili istezanje koji ostaju u gotovoj roli. INSPECT-V i slični uređaji za premotavanje valjaka nakon proreza namjenski su izrađeni za ovu primjenu, s posebnom pažnjom na kvalitetu izrade role i mogućnost rukovanja gotovim rolama u nizu širina i promjera.
Tekstilne i netkane tkanine
Strojevi za premotavanje tkanine su standardna oprema u tekstilnim tvornicama. Nakon tkanja, pletenja, bojanja ili završne obrade, role tkanine prolaze kroz uređaj za premotavanje materijala gdje se materijal raširi na širokom stolu za pregled — obično 1,8 do 3,2 metra širine za tkane tkanine — i ispituje se na nedostatke u tkanju, rupe, ispuštene šavove, mrlje i varijacije u nijansi. Stroj mjeri tkaninu i ispisuje izvješće o lokaciji kvara koje putuje s rolom kroz nizvodno rezanje i proizvodnju odjeće. Početni strojevi za premotavanje za inspekciju tkanina — dostupni od otprilike 600 do 900 $ za osnovne modele — služe manjim tekstilnim operacijama; vrhunski strojevi s automatiziranim sustavima vida opslužuju velike mlinske operacije gdje ručna inspekcija ne može držati korak s brzinom proizvodnje.
Papir i ploča
Operacije pretvorbe papira koriste kontrolne premotače nakon premazivanja, ispisa ili laminiranja kako bi se provjerilo ima li nedostataka na premazu, tragova kalandriranja, površinske kontaminacije i nabora povezanih s vlagom prije nego što se role pošalju prerađivačima pakiranja ili krajnjim korisnicima. Role termalnog papira za aplikacije na prodajnom mjestu zahtijevaju namotavanje bez nedostataka jer praznina u termalnom premazu stvara prazninu na ispisanom računu — vidljiv i komercijalno neprihvatljiv nedostatak. Inspekcijski uređaji za premotavanje Jumbo-rola za papir i karton rukuju teškim rolama, često zahtijevaju robusnu konstrukciju okvira i sustave za rukovanje jezgrom velikog kapaciteta za sigurno upravljanje težinom velikih rola papira.
Farmaceutska i medicinska ambalaža
Sektori farmaceutskih i medicinskih uređaja nameću najstrože zahtjeve kvalitete za bilo koji materijal koji čini dio primarne ili sekundarne ambalaže. Inspekcijski premotači u ovom segmentu moraju biti u skladu sa standardima GMP (Good Manufacturing Practice), održavati potpunu evidenciju sljedivosti za svaku obrađenu rolu i integrirati se sa sustavima za serijalizaciju i praćenje i praćenje. Sustavi vizualne inspekcije u farmaceutskim premotačima validirani su za specifične vrste nedostataka koji su važni za sigurnost pacijenata - čitljivost ispisa, cjelovitost zaštitnih premaza, odsutnost kontaminacije česticama - a dokumentacija o validaciji održava se kao dio zapisa o upravljanju kvalitetom ustanove.
Premotavač u odnosu na premotavač za rezanje: odabir prave vrste stroja
Kupci koji su novi na tržištu opreme za pretvorbu weba ponekad poistovjećuju premotače za inspekciju s premotačima za rezanje, ali ta dva stroja služe različitim primarnim funkcijama, a odabir pogrešnog tipa stvara značajne probleme u nastavku.
A premotavač (ili premotavač za inspekciju) uzima rolu materijala u konačnoj širini i premotava je - sa ili bez pregleda - bez promjene širine trake. To je pravi izbor kada je materijal već izrezan na gotovu širinu i zadatak je provjera kvalitete, izrada role na određeni promjer ili duljinu ili ponovno formatiranje za drugu veličinu jezgre.
A premotač za rezanje uzima široku osnovnu rolu i reže je uzdužno na više užih rola istovremeno pomoću cirkulara ili žileta, zatim premotava razrezane trake u pojedinačne gotove role. Premotači za rezanje su osnovni strojevi za pretvorbu u operacijama pretvorbe naljepnica, filmova i folija, a mnogi modeli uključuju mogućnost inline inspekcije. Međutim, funkcija pregleda na premotaču za rezanje obično je manje sposobna od namjenskog premotača za provjeru jer stroj istovremeno optimizira preciznost rezanja, upravljanje napetošću više staza i kvalitetu izrade role na nekoliko osovina za premotavanje.
Za aplikacije koje zahtijevaju rigorozno 100% otkrivanje grešaka na gotovoj širini - farmaceutske naljepnice, sigurnosne folije, medicinska pakiranja - namjenski premotač za inspekciju nakon rezanja ispravna je konfiguracija, čak i ako sam premotač rezača ima kamere. Namotač za inspekciju nakon proreza ispituje točno gotovu rolu koja će ići kupcu, u konačnoj širini i promjeru, pod uvjetima optimiziranim za inspekciju, a ne optimiziranim za protok rezanja.
Ključne specifikacije koje treba procijeniti prije kupnje
Strojevi za premotavanje za inspekciju kreću se od stolova za ručnu inspekciju tkanine koji koštaju manje od 1.000 USD do brzog premotača filma opremljenog vizualnim pregledom od 70.000 USD. Raspon cijena odražava stvarne razlike u inženjerskoj kvaliteti, mogućnostima i materijalima koje svaki stroj može pouzdano obraditi. Razrada sljedećih specifikacija prije ocjenjivanja modela osigurava da uži izbor sadrži strojeve koji zapravo mogu učiniti ono što aplikacija zahtijeva.
- Maksimalna širina mreže: Stroj mora primiti najširu rolu u vašem asortimanu proizvoda. Navedite maksimalnu širinu koju trenutno obrađujete i maksimalnu širinu koju možete obraditi u sljedećih tri do pet godina, budući da nadogradnja širine mreže obično zahtijeva novi okvir stroja.
- Maksimalni promjer i težina role: Stanice za odmotavanje i premotavanje imaju nominalne maksimalne promjere role i ograničenja težine. Prekoračenje ograničenja težine stvara kvarove ležaja igle i probleme s naprezanjem okvira. Provjerite obje specifikacije u odnosu na najtežu očekivanu rolu.
- Raspon radnih brzina: Stroj mora postići brzinu pri kojoj se vaš materijal može učinkovito pregledati i ispravno premotati. Za ručnu inspekciju, to je obično 30 do 60 m/min. Za sustave koji se temelje na kameri, potvrdite da su razlučivost kamere i brzina obrade slike sustava za vid usklađeni s brzinom linije — sustav kamera ocijenjen za 300 m/min ne može pouzdano detektirati sitne nedostatke pri 500 m/min.
- Kompatibilnost promjera jezgre: Potvrdite da igle stroja odgovaraju vašim standardnim promjerima jezgre (uobičajeni su 1 inč, 3 inča, 6 inča, ali posebni proizvodi često koriste nestandardne jezgre). Strojevi s izmjenjivim rukavcima igle ili dizajnom zračne osovine rade s višestrukim veličinama jezgri bez dodatnog alata.
- Raspon i preciznost kontrole napetosti: Za osjetljive folije — tanki PET, metalizirane folije, rastezljivi PE — odredite minimalnu napetost pri kojoj stroj može pouzdano raditi bez opuštenosti. Za teške tkanine ili daske, potvrdite maksimalni kapacitet zatezanja. Strojevi sa servo motornim pogonima i povratnom spregom mjernih ćelija pravi su izbor za materijale osjetljive na napetost.
- Kompatibilnost i dobavljač vizualnog sustava: Ako vam je potrebna inspekcija putem kamere, provjerite je li sustav za viziju vlasništvo proizvođača stroja ili neovisnog specijaliziranog dobavljača. Neovisni dobavljači (AVT, BST, Nikka, itd.) daju vam više fleksibilnosti u servisu, nadogradnji i dokumentaciji o sukladnosti. Također potvrdite je li sustav inspekcije validiran ili certificiran za vaše regulatorno okruženje (GMP, ISO, itd.).
- Dvosmjerno premotavanje unazad: Za inspekciju naljepnica i bilo koju primjenu gdje je lociranje kvara i popravak dio tijeka rada, dvosmjerno premotavanje unatrag — mogućnost pokretanja weba u oba smjera — praktičan je zahtjev koji operaterima omogućuje sigurnosno kopiranje označenog kvara bez fizičkog ručnog preokretanja rolne.
- Sigurnosni standardi i certifikati: Strojevi koji se isporučuju na europska tržišta moraju imati CE certifikat. Kupci iz SAD-a trebali bi potvrditi usklađenost s UL ili NFPA 79 za električne sustave. Strojevi usklađeni s GMP-om za farmaceutske primjene zahtijevaju dokumentaciju o specifikacijama materijala za sve površine koje dolaze u kontakt s proizvodom i mogućnost podržavanja IQ/OQ/PQ (instalacija, radna kvalifikacija i kvalifikacija performansi) protokola za provjeru valjanosti.
Čimbenici održavanja koji utječu na dugoročnu izvedbu
Kontrolni premotač je precizan stroj. Njegova sposobnost proizvodnje dosljednih rola bez grešaka tijekom godina proizvodnje ovisi o disciplini održavanja koliko i o početnoj kvaliteti izrade. Sljedeća su područja kritična za održavanje o kojima treba razgovarati s bilo kojim dobavljačem prije kupnje.
Stanje valjka i čišćenje
Svaki valjak na stazi mreže - pomoćni valjci, vučni valjci, valjci za stiskanje, valjci stola za inspekciju - moraju biti čisti, okrugli i bez površinskih oštećenja. Urez ili ravna točka na vučnom valjku utiskuje materijal pri svakom okretaju, stvarajući ponavljajući uzorak defekta koji može kontaminirati cijelu proizvodnu seriju prije nego što se utvrdi uzrok. Površine valjaka u kontaktu s ljepljivim materijalima (naljepnice, ljepljivi filmovi) zahtijevaju redovito čišćenje otapalom kako bi se spriječilo nakupljanje ljepila koje mijenja promjer valjka i remeti napetost. Valjke treba redovito provjeravati na otjecanje (ekscentricitet) pomoću brojčanika; prekomjerno otjecanje uzrokuje pulsacije napetosti koje proizvode periodične varijacije kvalitete namota.
Kalibracija kontrole napetosti
Merne ćelije i senzori napetosti mijenjaju se tijekom vremena i zahtijevaju povremenu kalibraciju u odnosu na poznate referentne težine kako bi se održala točnost. Sustav kontrole napetosti koji je odstupio čak i za 5% od svog kalibriranog stanja može uzrokovati značajne probleme s kvalitetom namotavanja na osjetljivim materijalima prije nego što se primijeti pomak. Servo pogoni zahtijevaju provjeru firmvera i parametara nakon bilo kakvog ažuriranja softvera ili zamjene pogona, a reakciju na napetost zatvorene petlje treba provjeriti testnim radom na poznatom materijalu prije vraćanja stroja u proizvodnju.
Održavanje vizualnog sustava
Objektivi kamere, rasvjetne trake i prozori senzora nakupljaju prašinu i čestice materijala koje smanjuju kvalitetu slike i povećavaju lažno pozitivnu stopu otkrivanja nedostataka. Rasporedi čišćenja optike vizualnog sustava trebali bi biti dio dnevne rutine ili rutine promjene smjene. Intenzitet rasvjetne trake opada tijekom radnih sati — većina proizvođača navodi interval provjere osvjetljenja i raspored zamjene lampe. Sustavi koji se pokreću umjetnom inteligencijom trebaju imati povremenu provjeru performansi modela u odnosu na uzorke s poznatim nedostacima kako bi se potvrdilo da točnost klasifikacije nije degradirana s promjenom proizvodnih uvjeta.

Kategorije proizvoda
Preporučene vijesti

Preporučeni proizvodi
Raznolikost modela, kako bi se zadovoljile razvojne potrebe raznih regija u svijetu.



Pošaljite nam poruku odmah!
Brze veze
Proizvodi
Kontaktirajte nas
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: No.32 Wujiatou, selo Qingke, ulica Jincheng, okrug Lin'an, grad Hangzhou, provincija Zhejiang
Copyright © Zhejiang Meige Machinery Co., Ltd. All rights reserved.
 Privatnost
Privatnost